
“Artificial intelligence is going to replace literally half of all white-collar workers in the U.S.,” said Ford’s CEO Jim Farley, in the latest in a succession of executives warning of large-scale job cuts from AI.
Such claims can be pretty convincing—and unsettling. Large-scale AI-related workforce reductions to date, however, are almost exclusively limited to AI-aligned companies like Meta and Google, writes Industry Week (Aug. 7, 2025).
 That said, it’s undeniable that tools like ChatGPT are already having a profound influence on the future of OM work. And the bar keeps raising as AI platform providers release more powerful versions. (ChatGPT currently has around 700 million weekly users).
That said, it’s undeniable that tools like ChatGPT are already having a profound influence on the future of OM work. And the bar keeps raising as AI platform providers release more powerful versions. (ChatGPT currently has around 700 million weekly users).
AI-first companies may be willing to shell out big money for AI “agents” that take the place of human workers. A popular target is workflows that are standard across many companies, such as handling employee queries to accounting or HR. Such work, however, is not as straightforward as it may seem.
Nobel Laureate Daron Acemoglu predicts that over the next 10 years, only 5% of all tasks currently undertaken by humans will be profitably automated. He calls for a more human-centric approach. “That best possible way is a much more pro-human approach to AI that’s much more targeted at working with human decision-makers”.
Acemoglu’s findings are consistent with what lean leaders have been saying for decades. Uniquely human capabilities are essential to continuous improvement and central to lean’s most important pillar—respect for people.
Toyota’s approach to technology has been to articulate the need to improve the process and then, before evaluating automation solutions, investigate ways of meeting that need by simplifying the process (e.g., removing unnecessary steps). Taking this step avoids the common mistake of automating waste and leads to more effective and durable technology solutions.
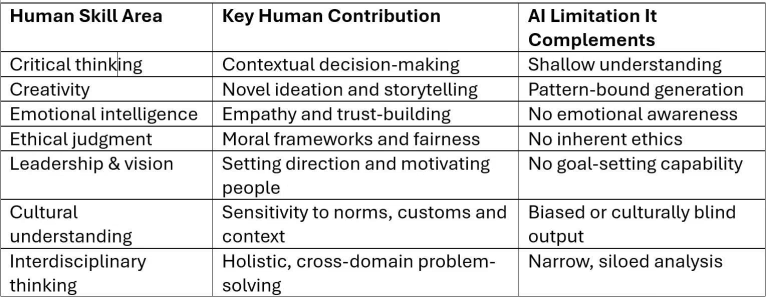 A key point here is that continuous improvement is a holistic undertaking that seeks to reduce costs and increase value. This is starkly opposed to the common preoccupation with cost cutting, and the use of AI as primarily a vehicle for reducing headcount. The human skill areas in the left column of the above table, however, are not widely recognized or developed in most organizations, and a culture that supports them takes years to build. Lean organizations, accordingly, place considerable emphasis on developing and nurturing skills such as listening, collaborating, problem solving, following a vision and mentoring.
A key point here is that continuous improvement is a holistic undertaking that seeks to reduce costs and increase value. This is starkly opposed to the common preoccupation with cost cutting, and the use of AI as primarily a vehicle for reducing headcount. The human skill areas in the left column of the above table, however, are not widely recognized or developed in most organizations, and a culture that supports them takes years to build. Lean organizations, accordingly, place considerable emphasis on developing and nurturing skills such as listening, collaborating, problem solving, following a vision and mentoring.
Classroom discussion questions:
- How does Toyota’s approach tie with AI use?
- How can Chat GPT impact manufacturing work?

 Charlie Render is CEO of Render Analytics, a Florida-based data analytics consulting firm. He can be reached at
Charlie Render is CEO of Render Analytics, a Florida-based data analytics consulting firm. He can be reached at  According to Toyota, its Japanese factories and their 28 assembly lines were halted due to “some multiple servers that process part orders” becoming unavailable and causing Toyota’s production order system to malfunction on August 28. The situation caused production output losses of roughly 13,000 cars daily, which threatened to impact exports to the global market.
According to Toyota, its Japanese factories and their 28 assembly lines were halted due to “some multiple servers that process part orders” becoming unavailable and causing Toyota’s production order system to malfunction on August 28. The situation caused production output losses of roughly 13,000 cars daily, which threatened to impact exports to the global market.









